为了防止
T型槽平台发生变形,在吊装T型槽平台时,要用比较结实的钢丝绳同时绑住T型槽平台上的四个起重孔,将T型槽平台平平稳稳的装在运输车上。在经过刮研的T型槽平台上推动表座、工件比较顺畅,无发涩感觉,方便了测量,确定了测量准确性。T型槽平台在保养不当的时候,便会生锈影响使用,因此在精加工之前,平台的各个表面都要喷上不同色的防锈漆。
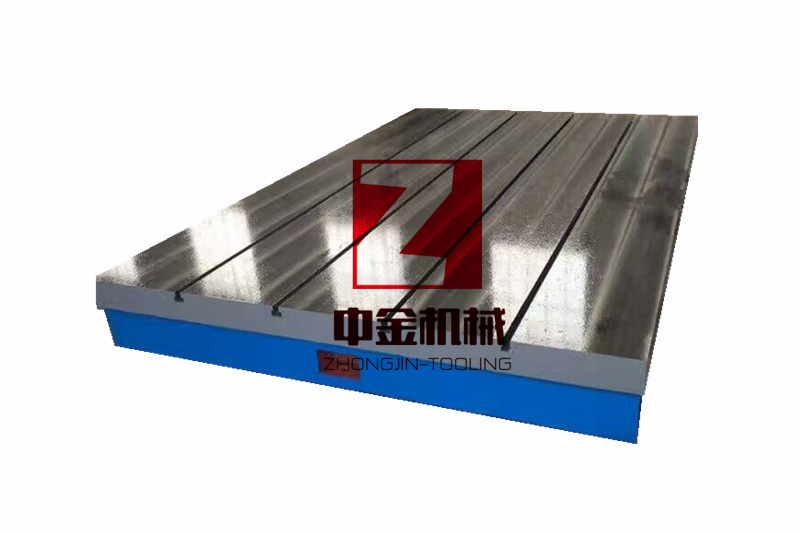
一、T型槽在平板的相对两侧面上,应有安装手柄或吊装位置的设置、螺纹孔或圆柱孔。设置吊装位置时应考虑尽量减少因吊装而引起的变形。
二、T型槽平板工作面的硬度应为HB170—220或187—255之间。
三、精度参数,3等级平板未规定接触斑点要求。1等级平板要求接触斑点数在任意25×25mm平面内不少于20点。2等级平板要求接触斑点数在任意25×25mm平面内不少于12点。
四、T型槽平板工作面上不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。各铸造表面应型砂,且表面平整、涂漆,各税边应修钝。
五、T型槽平台工作面上不应有锈迹、划痕、碰伤及其他影响使用的外观缺陷。
六、T型槽平板工作面与侧面以及相邻两侧面的垂直公差为12等级。
七、T型槽平板应经稳定性处理和去磁。
T型槽平台工作表面不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。产品制成筋板式和箱体式,工作面有长方形,工作面采用刮研工艺,工作面上可加工V形、T型、U型槽和圆孔、长孔等。平台是用于工件检测或划线的平面基准器具。适用于各种检验工作,测量用的基准平面,用于机床机械测量基准,检查零件的尺寸精度或形位偏差,并作划线。T型槽平台的防锈问题按照生锈时间的长短可分为长期生锈和短期生锈两种,而按照生锈的位置的不同又可以分为现场整机防锈和异地防锈两种。在制作的过程中,要进行回火,在600-700度的高温下进行退火处理,这样能够增T型槽平台的精度。